
语言
 阿拉伯语
阿拉伯语
 俄语
俄语
 葡萄牙语
葡萄牙语
 日语
日语
 西班牙语
西班牙语
车身覆盖件铝板冲压生产中的关键技术
Jan 05, 2021
1. 车用铝合金材料简介
铝合金在汽车中的应用形式有铝合金锻件(要求强度较高的结构件和疲劳件如悬架支架以及铝合金车轮等) 、模铸件(主要有轿车车轮、各类壳体,发动机的缸体缸盖等零件)、铝合金挤压和冲压成形产品(制做各类车身结构件的铝合金型材) 、铝合金轧制板材(乘用车外覆盖件,如发动机的盖板、行李箱盖板等) 和铸造件等。
目前,全球各大汽车厂商纷纷进行车身外覆盖零件的铝板材料替代。现今,较为普遍采用铝板替代的零件有发动机罩盖、行李箱盖、翼子板等。某些厂家已研制开发全铝车身,例如奥迪A8、克莱斯勒prowler等,对于汽车轻量化起到一定的推进效益。
用于汽车车身的铝合金主要有Al-Cu-Mg (2000系)、Al-Mg (5000系)和Al-Mg-Si(6000 系)三大系列。
2000系合金加入Cu和Mg等元素,其强化相为CuAl2或 CuMgAl2,可通过热处理强化,获得良好的锻造性、较高的强度和一定的烤漆硬化性,可应用于汽车内外板零件,如车盖、底板盖、驾驶室等。
5000系合金通过Mg固溶于铝中,形成固溶强化效应,具有较高的成形性和抗腐蚀性能较高,但该系合金属于非热处理强化合金,只能通过加工硬化来获得强度,一般以O(退火)状态使用,强度较低,通常用于汽车内板等形状复杂的部位,特别适合于要求用拉延方法成形的零部件,如车盖、后行李箱盖、和空气过滤器等。
6000系合金是可热处理强化的合金,强度适中,成形性和耐蚀性好,易着色,综合性能优良,该系合金能在固溶处理淬火后具有较低屈服强度的状态下供货,具有良好的冲压成形能力,并能在最终的烤漆处理过程中获得进一步强化,可应用于汽车外板和内板零件。
由于2000系合金的抗蚀性和强度相对较差,近年来2000系合金在车身覆盖件方面的用量在减少; 5000系铝合金因勒德斯线和桔皮效应以及无法进行热处理强化,在一定程度上限制了其应用,近年来只做车身内板使用。
随着6000系合金的不断开发和应用, 目前北美汽车企业主要使用AA6111、AA6022系铝合金,其数量也在不断增加。欧洲汽车企业主要使用AA6016系铝合金。日本汽车厂家则主要使用AA6016和AA6022系铝合金,同时也使用部分AA6111系合金。
2. 车用铝板材料冲压过程关键控制点
根据冲压工序流程分析,铝板在冲压过程中的控制要点大致有材料保存、板料拆垛、模具冲制、质检返修等四方面。
2. 1 材料保存
由于目前大多数汽车厂冲压开卷设备均不具有铝板卷料的加工能力。因此,各整车厂普遍采用以板料形式的采购配送。目前主要的铝板生产厂商还是以国外为主,整个物流配送流程周期较长,对于该阶段的材料保存需要提出较高的要求。
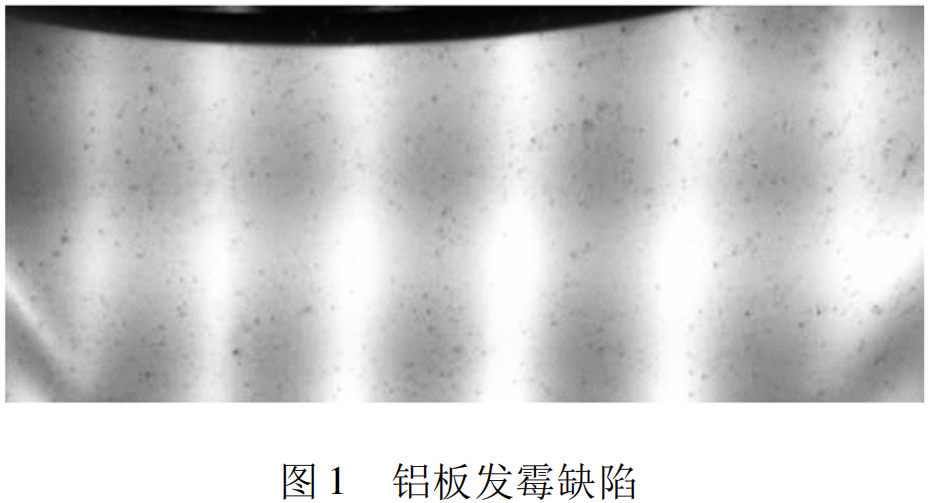
发霉是铝板材料储存过程中常见的问题,主要的表现为材料表面出现无规律随机分布的麻点,缺陷擦拭不掉,需打磨去除,严重影响产品质量。
对于该缺陷主要有以下4点可能原因:
( 1) 在铝板的生产、运输过程中,料垛沾水或冷凝水汽,或由于毛细作用吸入水汽;
( 2) 铝板材料的表面油膜受损或分布不均匀,导致空气中的水分接触到板料表面;
( 3) 铝板在生产过程中表面留有酸、碱物质,经过一段时候后盖区域受腐蚀;
( 4) 包装不好,运输过程中物理受损或长时间接触含水分物质。
鉴于以上的分析,为了确保铝板不产生发霉,必须从材料的加工源头进行控制,同时在运输、保存过程中始终保持铝板的防水、防潮。值得注意的是,目前较常使用的进口铝板均采用海运模式,在运输过程中的防潮处理就更显重要。
2. 2 板料拆垛
由于铝板材料不具备磁性特性,因此对于铝板料垛的分张便成了铝板生产的一大技术难点。因为,如果铝板分张产生问题,轻者造成冲压生产停机,影响效率,重者甚至会发生模具双料,酿成事故。
在目前的铝板拆垛过程中,普遍采用的是吹气式分张装置。随着铝板的应用逐步广泛,压机供应商在新设计的自动化冲压中均可配备吹气分张装置。选用何种吹气模式、吹气压力值等技术要求对于今后设备的分张效果影响较大。
因此,该方面技术参数必须作为重要设备指标进行规定,一般吹气模式选用不间断吹气模式,吹气压力至少 0. 6 MPa。在条件允许情况下可吹气分张装置可采用增压模式,效果更佳。
同时,铝板料垛表面状态对于分张也有一定的影响:
( 1) 板料表面的油膜必须均匀;
( 2)在成本许可的情况下尽可能材料表面采用 EDT 处理( 电火花加工) ;
( 3) 已加工完成的料垛不要长时间存放;
以上三点均对于铝板生产工程中的拆垛效果有较大影响。
2. 3 模具冲制
虽然,通过多年的科研攻关,铝板材料的性能得到很大改善,但是总体来说铝板成形性能还远低于钢板。因此,对于使用铝板材料的冲压成形工艺和成形模具就提出了较高的要求。
( 1) 铝板材料的表面润滑对于成形非常重要。目前铝板一般采用干性润滑,该润滑工艺相对于油脂润滑能让铝板材料有更好的成形性能。
( 2) 成形模需确保良好的成形工艺性,模具的压边圈贴合率必须达到 85% 以上,并且压边圈和模具型面需要保证光洁,条件允许的情况下进行镀铬处理。
( 3) 铝板成形对于设备的压边力输出控制也有较高的要求。如果是单动压机,尽量不要选用气垫成形设备,应使用压力控制更为稳定的数控液压垫或伺服电机控制垫。
另一方面,铝板材料相对钢板材料对切边冲孔工序模具也有其特殊的要求。
由于铝板的性能偏软,冲裁凸凹模间隙较普通模具要小,单面间隙要控制在 3% ~ 4% 料厚左右。并且模具刀口需保证较高硬度,必须在 60 HRC 以上。
同时,对于冲裁模具的导向也应每半年进行一次全面检验。以上措施可以有效的防止铝板切边过程中的碎屑产生。

2. 4 检验返修
铝板成形零件相对于钢板零件刚度较低、整体偏软。因此,在零件检验过程中必须注意轻取轻放。铝板零件的表面检验方法基本与钢板零件相似,目视检验、触摸检验、油石检验均可以采用。
但是,在进行触摸检验和油石检验时必须注意所施加的压力,不能造成零件变形。生产现场可按照零件型面制作专用打磨样架用于检验。
铝板冲压零件由于刚度低,一般情况下不进行单件的返修。但是,实际生产过程中零件缺陷是无法避免的,通常在整车制造企业较为普遍采用的模式为:保留冲压单件缺陷,并在总成零件上再进行返修。
例如,一般铝板前盖缺陷是放在前盖总成零件上进行返修。还有一点必须注意,铝板打磨过程中,颗粒极微小的干燥铝粉能悬浮在空气中。一旦铝粉在空气中达到一定的量时,遇到着火源极易产生爆燃,存在安全隐患。
因此,铝板零件的返修场地必需设置在敞开环境,保持通风。同时还要配备相应的除尘装置,除尘装置要定期清理。
在实际操作过程中,对于铝板冲压件应尽可能地减少或避免返修,即使需要返修也应充分考虑返修工艺和场地环境。
来源:网络
免责声明:本文援引自网络或其他媒体,与扬锻官网无关。其原创性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容、文字的真实性、完整性、及时性本站不作任何保证或承诺,请读者仅作参考,并请自行核实相关内容。


相关新闻

October 26, 2016
The Most Successful Engineering Contractor
Apr 15, 2024
基于Abaqus的齿圈压板精冲工艺有限元分析(二)
Apr 15, 2024
基于Abaqus的齿圈压板精冲工艺有限元分析(一)
Apr 12, 2024
基于冲压同步工程侧围外板成形分析及结构改进(二)
Apr 12, 2024
基于冲压同步工程侧围外板成形分析及结构改进(一)
Apr 11, 2024
合金化热镀锌汽车外板冲压脱锌分析及改进(二)
Apr 11, 2024
合金化热镀锌汽车外板冲压脱锌分析及改进(一)联系方式
Product Information
Quantity
Unit
Piece
Support order samples, customization, wholesale direct, and complete payment. If the product you look for does not have corresponding customized content, pls fill out the form below to contact us, and we will reply ASAP.