
语言
 阿拉伯语
阿拉伯语
 俄语
俄语
 葡萄牙语
葡萄牙语
 日语
日语
 西班牙语
西班牙语
SSP定宽压力机板坯侧压冲击力的仿真分析(二)
Feb 14, 2022
2.2运动学仿真结果分析
在空载状态下,对定宽压力机的主曲柄施加旋转驱动,主曲柄转速取42r/min,即252deg/sec,可得到侧压模块的运动规律,如图2.2(a)(b)所示。其中,将仿真时间设置为5s,载荷步数为50, X方向为轧制方向,
Y为板坯步进方向。
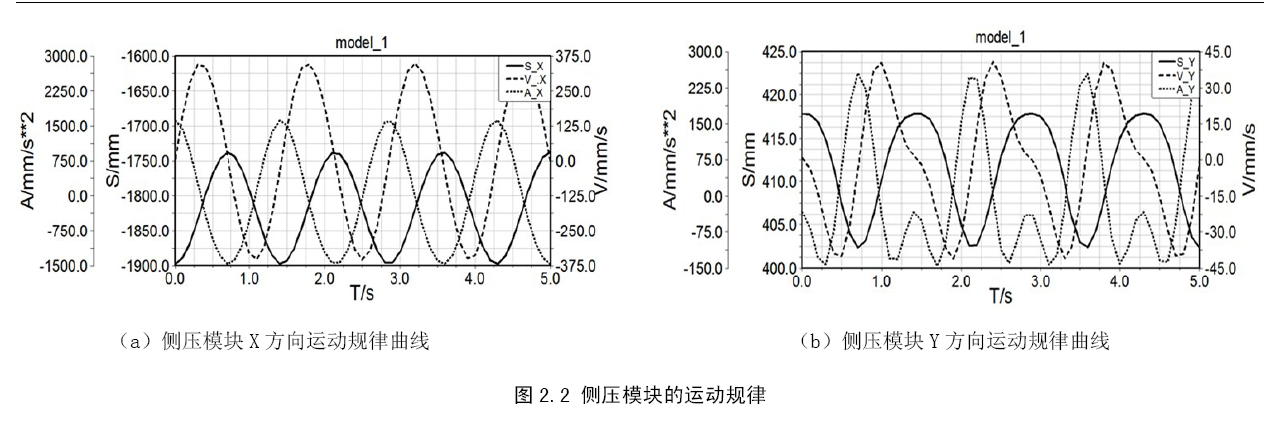
从图(a)中可以看出,侧压模块的位移、速度和加速度在X方向均是一条平滑的正(余)弦曲线。其中,侧压锤头的有效行程为160mm。
从图(b)中可以看出,侧压模块的位移曲线也可近似看作为一条正弦曲线,有效行程为16mm,但由于摆杆在该方向上的摆动及侧压冲击过程中的振动使得侧压模块的速度和加速度曲线在侧压模块位移达到最大值的区间内出现一些波动,其中加速度曲线波动较为明显。
3 板坯调宽有限元模型的建立
3.1几何模型的建立
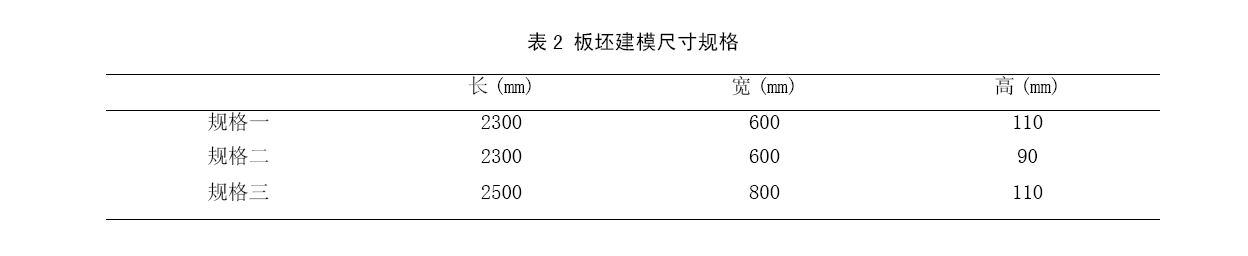
利用SolidWorks建立板坯调宽几何模型,由于定宽机侧压机构的模型和载荷均为对称分布,所以可取1/2 模型进行分析计算。侧压模块可根据实际尺寸建立实体模型,但板坯实际尺寸较大,取实际尺寸建模会增加计算量和计算时间,而板坯中部属稳定变形,每次变形基本相同,故可取板坯的1/8进行建模 [6],板坯建模尺寸规格如表2所示。
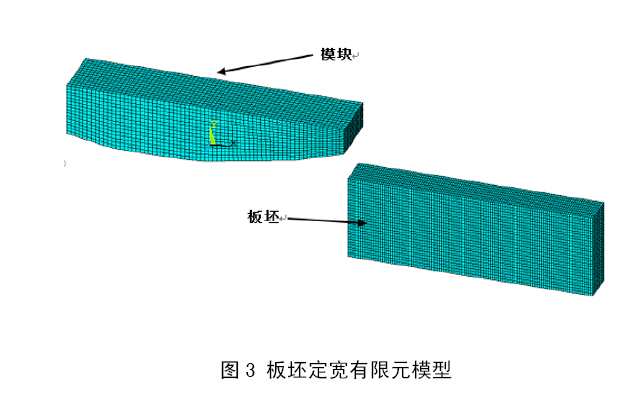
3.2有限元模型的建立 [7]
将SolidWorks中建立的几何模型导入非线性大变形有限元软件ANSYS/LS-DYNA中,鉴于板坯属于高温大变形体,而侧压模块属于高刚度小变形体,因此将板坯视为弹塑性体,模块视为刚体。有限元模型如图3所示。
根据板坯的运动规律在板坯宽度对称面上施加位移约束条件Uy=0,厚度对称面上施加位移约束条件Uz=0[8]。
将多刚体虚拟样机仿真分析得到的侧压模块的位移曲线作为初始条件,可以建立侧压锤头运动的时间—位移数组参数进而将其施加到锤头上。
此外,已知板坯最大步进量为428mm,可以根据锤头的运动情况来定义板坯的加载情况,取板坯步进量为420mm,侧压量为120mm时,部分时间—位移数组参数如表3所示。
4板坯侧压冲击力仿真分析
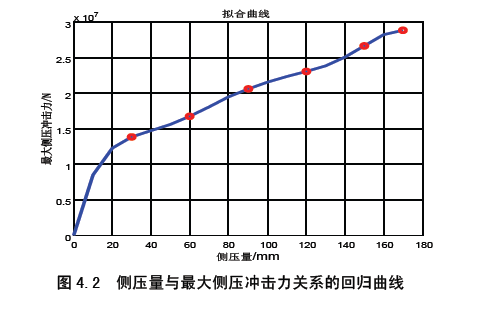
4.1侧压量与侧压冲击力的关系
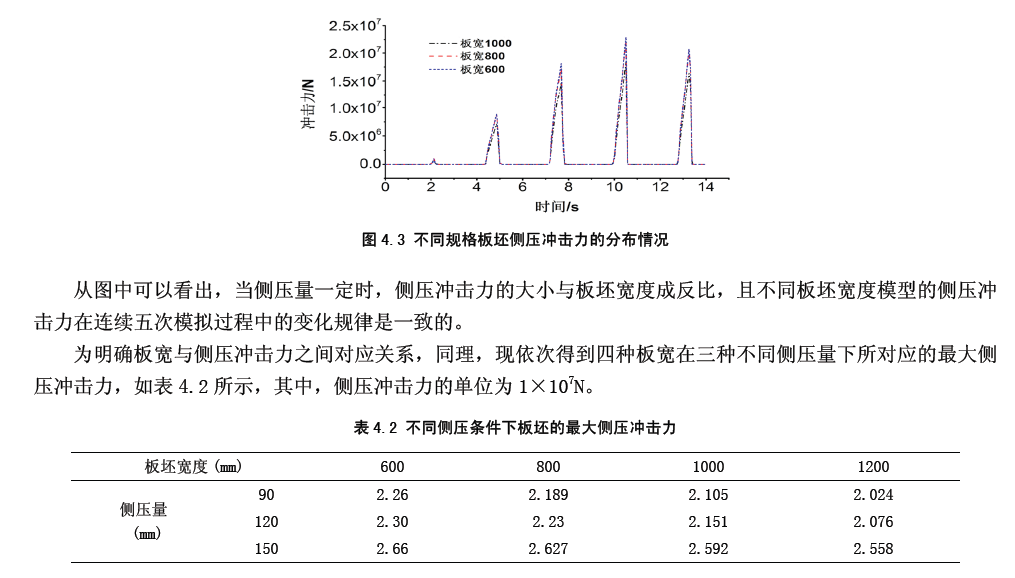
在板坯定宽过程中,随着板坯侧压量的增加,板坯的变形抗力也会越来越大,因此,为了明确不同侧压量对板坯侧压冲击力会造成怎样的影响,现以板坯规格一为例,分别选取单侧侧压量90mm、120mm和150mm,模拟连续5次侧压过程中板坯所受侧压冲击力的分布情况,得到了在不同侧压量下侧压冲击力随时间的变化规律,如图4.1所示。
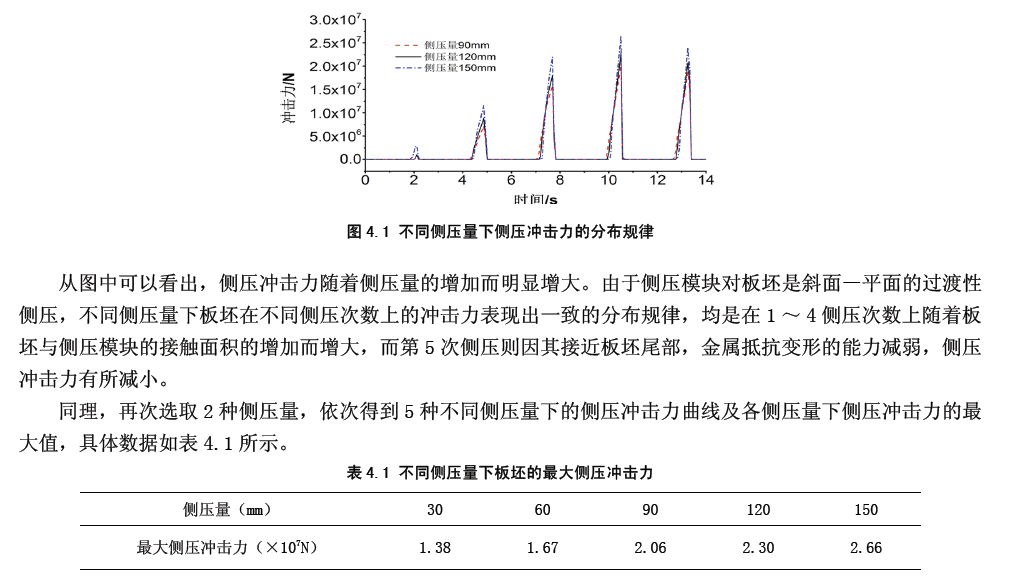
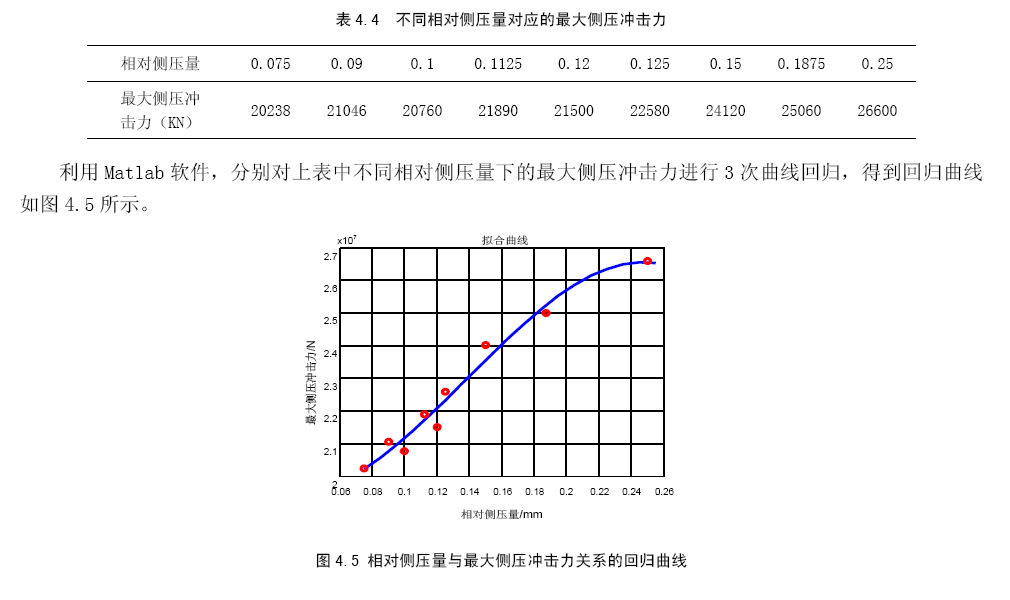
从图中可以看出,相对侧压量和最大侧压冲击力基本呈单调递增关系。定宽压力机在实际工作过程中要保持对板坯的稳定侧压,宜将侧压过程中板坯最大侧压冲击力控制在23000KN以内,因此,为了减小因侧压冲击力过大而造成设备故障,相对侧压量越小越好,建议最好控制在0.14以内。
5 结 论
通过对定宽压力机板坯侧压冲击力的仿真分析可知,侧压冲击力的大小与侧压量成正比,与板坯宽度成反比,相对侧压量与最大侧压冲击力基本呈单调递增关系。
通过相对侧压量与最大侧压冲击力的函数关系可以快速判断侧压量的选取是否合适。
同时,为避免侧压冲击力过大而导致板坯出现裂痕、甚至造成设备故障,应根据板坯材料及尺寸规格来合理选择侧压量,以保证能够将板坯侧压冲击力控制在板坯可承受范围之内。
参考文献
[1]李保生,汪建春,王福臣,等.SP大侧压定宽机运动学分析[J]. 武汉冶金科技大学学报,1996,19(4):457-461.
[2]Li B S, Wang J C, Wang F C,et al. Kinematics analysis of SP large lateral press sizing press[J].Journal of Wuhan Yejin University of Science and Technology,1996,19(4):457-461.
[3]Ko, D.C., et al. Design of sizing press anvil for decrease of defect in hot strip[J].Journal of Materials Processing Technology, 2007,187-188: 738-742.
[4]史荣,刘才,李旭明,等.SP定宽机侧压冲击力的有限元模拟及试验研究[J].机械工程学报,2006,42(6):179-183.
[5] 张齐兵. IHI定宽压力机及其运动学研究[J].重型机械,1998(5):29-31.
[6]杨光辉,曹建国,张杰,等.SP调宽压力机轧制过程有限元数值模拟[J].冶金设备,2010,(184):6-8.
[7]李旭明.SP轧机的动力学分析[D].秦皇岛:燕山大学,2004.
[8]焦四海,周旭,刘相华,等.调宽压力机调宽过程中的弹塑性有限元分析[J].1999,(34):749-753.
来源:网络 侵删
免责声明:本文援引自网络或其他媒体,与扬锻官网无关。其原创性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容、文字的真实性、完整性、及时性本站不作任何保证或承诺,请读者仅作参考,并请自行核实相关内容。


相关新闻

October 26, 2016
The Most Successful Engineering Contractor
Apr 15, 2024
基于Abaqus的齿圈压板精冲工艺有限元分析(二)
Apr 15, 2024
基于Abaqus的齿圈压板精冲工艺有限元分析(一)
Apr 12, 2024
基于冲压同步工程侧围外板成形分析及结构改进(二)
Apr 12, 2024
基于冲压同步工程侧围外板成形分析及结构改进(一)
Apr 11, 2024
合金化热镀锌汽车外板冲压脱锌分析及改进(二)
Apr 11, 2024
合金化热镀锌汽车外板冲压脱锌分析及改进(一)联系方式
Product Information
Quantity
Unit
Piece
Support order samples, customization, wholesale direct, and complete payment. If the product you look for does not have corresponding customized content, pls fill out the form below to contact us, and we will reply ASAP.