
语言
 阿拉伯语
阿拉伯语
 俄语
俄语
 葡萄牙语
葡萄牙语
 日语
日语
 西班牙语
西班牙语
新型汽车钣金冲压件压力连接方法及设备研究
Sep 18, 2021
汽车行业是我国经济发展的重要部分,传统的焊接方法在材料的连接上有着越来越多的问题,而新型的压力连接方法以其简单高效的钣金冲压生产流程得到了广泛的应用,而相关设备的改进也进一步实现了力连接法的自动化和高效化。
汽车钣金冲压件连接加工的简介
随着技术的进步,汽车行业近年来有着巨大的进步,我国人口总数已经突破了14亿大关,汽车制造业无论是技术还是质量都得到了长足的发展,在技术与效益方面取得了长足的进步。汽车行业在我国GDP中所占的比重越来越大,体现了我们正从传统的落后生产加工行业逐渐转变为以技术和先进制造业为主的经济体系,成为全球主要的汽车制造和消费国家。汽车的钣金件,其连接加工过程在汽车的整个生产过程中占有重要的地位,钣金件的质量和技术含量直接影响汽车的质量和技术含量。
传统的汽车钣金件连接方式有铆接、焊接与螺栓连接三种方式,汽车钣金件连接过程中通常采用焊接的连接方法。但是随着技术的进步和人们对汽车质量以及附加属性要求的提高,汽车钣金件的厚度也在逐渐降低,汽车的车身材料从过去的0.1公分减少到0.07公分左右,由此也导致过去的焊接工艺使用受到了影响,厚度变薄意味着焊接过程中更容易把材料烧穿;并且新的汽车材料也在不断的被发现和开发出来,要如何将几种特性不同的材料进行有效的焊接,对焊接的技术工艺有着巨大的要求,并且焊接本身都会留下焊接痕迹影响外观。这些问题都进一步限制了焊接技术的应用,所以随着技术的进步,压力连接作为一种全新的汽车构件连接方法被开发出来。
压力连接技术概述
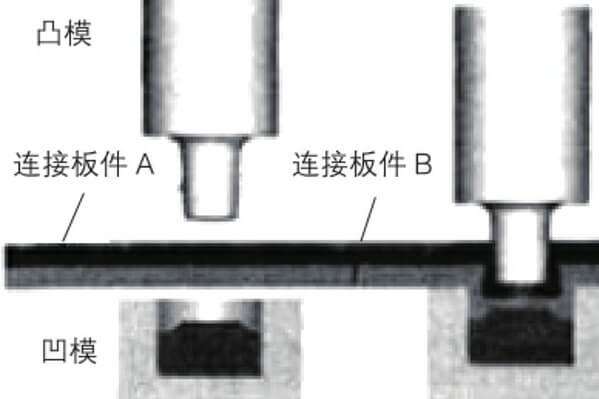
压力连接方法的原理是利用凸模、凹模以及各种冲压设备,对各种材料构件进行挤压,使得不同尺寸和组成的材料慢慢产生变形,最后连接成一个整体,在通过内部嵌合实现连接的一种方法。是一种现代的简单高效的连接工艺。压力连接设备通过一个基本的凸模,利用冲压做功,将要进行压力连接的构件通过凸模和凹模的做功进行挤压,凸模一侧的构件对凹模一侧的构件产生缓慢而巨大的压力,凸模的板件挤压凹模的板件,不同材料在这种冷挤压的过程中产生挤压形变,由于材料自身的可塑性和流动性,不同板件实现内部嵌合,形成了一个整体没有毛刺、没有棱边的连接,并且由于不使用焊接和热挤压,也不会留下痕迹或者有烧穿的风险。
要完成这种压力连接的过程常用的压力连接设备是气液增压缸,气液增压缸利用气体和液体产生压强差,把空气与液体进行压缩运送从而产生巨大的压力,根据压力与压强的关系P=F/S,最大化压力。气液增压缸完成一次完成的冷挤压压力连接一般分为三个过程:快进、增力以及返回行程。如下图2所示,气液增压缸由工作缸、增力缸以及液压油室组成。在快进行程阶段,设备还没有和连接件进行接触,外阻力可以忽略不计,此时只用纯气动的方式来使冲模运动,压缩的空气进入a,推动活塞1向外伸出,而b利用气路排气,完成活塞的快速运动,冲模因此可以频繁的和连接件进行接触,并且接触时的冲击力不大,对连接件造成的撞击力度较小,不会产生大幅的振动和噪音。而当冲模触碰到连接件以后,冲模会受到连接件带来的巨大外阻力,这时要继续进行压力连接就需要气液增压缸产生更大的推力,因此A和D中通入压缩的空气,活塞1和活塞2被推出,而活塞2的活塞杆直径比活塞1的活塞杆直径大,液压油室中的液体压力因此上升,所有的压力传导到活塞1上,并由活塞1的活塞杆再传导到另一端,从而把活塞1推出,实现了冲压的过程。增力行程结束以后,气液增压缸的控制气动换向阀切换成完全气动模式,冲压模具迅速回到初始状态,准备下一个冲压做功。
汽车钣金冲压件压力连接的设备
系统的工作过程一般分为如下几个阶段:
(1)按照加工的特点,在进行压力连接之前先把需要连接的板件夹紧,给电控换向阀8的电磁铁通电,将压缩空气送入腔内压紧气缸无杆腔,将要连接的板件压紧。
(2)等待一段时间后,给电控换向阀4的电磁铁通电,使压缩空气通过调速阀13进入气液增力缸9的活塞的上部空间,而下部空间的压缩气体则经过调速阀14以及电控换向阀4出去。
(3)当上部的冲模接触到板件后,冲模会受到板件带来的外阻力,由于前面提到的增力行程,工作活塞上部空间内的气体压力持续增大,内部压缩气体从调速阀12传导到气控换向阀10,将空气压缩进气液增力缸的没有活塞杆的部分,由于压力增大使活塞开始下移,C中液压增大,气液增压缸从快进行程转换为增力行程,上部冲模整体缓慢对连接件进行大力的挤压。也就是说气液增压缸工作中的活塞杆无论在快进行程中的任何时候,只要受到了外界的阻力,都能通过气体传导和压力传导来进行行程的变化,不需要人为的操控,从快速轻微接触连接件转变成缓慢挤压连接件,同时在切换行程的时候能够通过调速阀、转换器来进行调整。
(4)当构件之间的挤压达到一定程度后,由于材料本身的可塑性,构件已经完成了嵌合。这是控制器就会发送电信号给电控换向阀4,换向阀4进行断电操作,压缩气体通过调速阀14传到气液增压缸下部,而上部的气体则经过调速阀13出去。其余气体经过调速阀11、10出去,活塞失去内部推力和外部阻力,开始回到初始位置。
(5)回到初始位置后,电控换向阀8的发送电信号断电,给气液增压缸施加外力的弹簧归位,已经挤压好的构件被松开。
(6)电控换向阀5发送电信号断电,压缩气体通过6的没有活塞杆的空间,凹模中的挤压完毕的钣金冲压件被冲出。
免责声明:本文援引自网络,作者杨洁·贵州工商职业学院,与扬锻官网无关。其原创性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容、文字的真实性、完整性、及时性本站不作任何保证或承诺,请读者仅作参考,并请自行核实相关内容。


相关新闻

October 26, 2016
The Most Successful Engineering Contractor
Apr 21, 2023
助力新能源汽车产业发展,这些重型压力机展品在CIMT2023吸引驻足
Feb 01, 2023
宁德时代旗下子公司计划投资不超过238亿元,建设50万吨闭式压力机废电池回收及相应材料生产基地。
Jul 26, 2021
热冲压工艺的应用及前景
May 13, 2021
宁波压力机厂家|钢价涨不停,后市看限产政策及库存波动
Jan 08, 2021
纯电动汽车铝合金轻量化冲压连接技术联系方式
Product Information
Quantity
Unit
Piece
Support order samples, customization, wholesale direct, and complete payment. If the product you look for does not have corresponding customized content, pls fill out the form below to contact us, and we will reply ASAP.